
Listing ID #6979812
Company Information
Ask for more detail from the seller
Contact SupplierPU CONVEYOR BELT
We are a leading supplier of PU Conveyor Belts such as PU Conveyor Belt, Metal Detector Conveyor with PU White Conveyor Belt, PU Cleated Conveyor Belt, Food Grade PU Conveyor Belts, Heat Resistant PU Conveyor Belts and many more items from India.
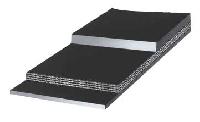
Under the supervision of our expert professionals, these PU Conveyor Belts are manufactured using superlative fabrics and covers made up of Imported PU Material. Precisely designed, these PU Conveyor Belts are suitable for all types of conveyors ranging from horizontal, inclined, curved, roller supported and others.
Our PU Conveyor Belts are extensively used for conveying goods in textile, pharmaceuticals, food processing, packaging and marble industries. In addition, we lay prime emphasis on the packaging of these belts to ensure safe delivery at clients’ premise.
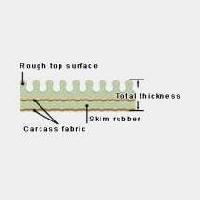
FEATURES OF PU CONVEYOR BELT
JOINTS
APPLICABLE INDUSTRIES
FURTHER DETAILS
PU Conveyor Belts are also available molded side walls, ribs & cleats of various sizes
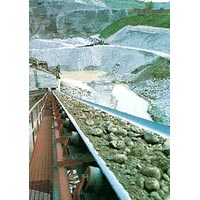
Conveyor Technology has accumulated more than a decade of experience in research and development, manufacturing, and marketing of conveyor belting for various industries such as mining, steel, power plants, and more. Today, Conveyor Technology is emerging as a leading domestic provider of Conveyor Belting Products and Services.
The company prides itself on its ability to innovate, design products, and apply engineering solutions. In addition to striving for the highest technical standards, we are guided by core human values. At CT, we consider our customers as partners and value their opinions on quality. Our unwavering commitment to customer service and human safety remains sacred. It is the combination of these factors that is propelling us to become leaders in conveyor systems.
Given the challenging operating conditions that conveyors face, it is of paramount importance to choose the right belt that can withstand impact, ripping, abrasion, bacteria, acid, and water, and ensure trouble-free operation over its lifespan. With our stringent quality checks and state-of-the-art conveyor belting facilities, CT's conveyor belts are competent, dependable, and safe, ensuring profitable operations.
Our Mission:
Conveyor Technology aims to become one of the leading solution providers in the Material Handling sector. CT is uniquely positioned with extensive resources for manufacturing, supplying, servicing, and engineering specialized products, all consolidated under one roof.
Our Vision:
Our management team envisions CT as a global leader in the Conveyor Components industry, capitalizing on both international and domestic markets. We strive to achieve total customer satisfaction through continuous research and development, fostering innovation, and consistently delivering superior products. Our company's complete focus is on prompt deliveries, customer satisfaction through quality, after-sales support, and services.















Connect with us