Listing ID #3855009
Company Information
Ask for more detail from the seller
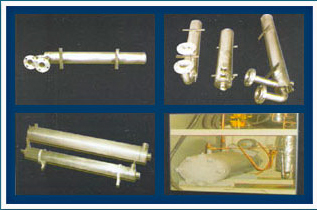
Contact SupplierMulti Stage Heat Exchangers are specially designed for refrigeration application, features and performance characteristics that make the difference. their compact sizes makes them easy to package and install, saving time and money over Shell & Tube Heat Exchangers.
When performance counts, the professionals specify Multi-stage heat exchanger, the standard for compact, high efficiency multi stage heat exchanger technology. Multi stage heat exchangers are available in a variety of sizes for refrigerant application with capacity 1/2 tons to 10 tons.
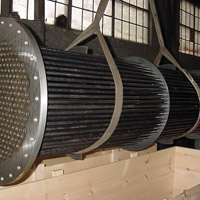
Multi Stage Heat Exchangers are upto 50% smaller than traditional shell & tube heat exchanger.
Smaller size means less refrigerant charges for the same performance, this heat exchangers feature high heat coefficients resulting in greater overall performance & also have lower fouling rates, contributing to long life efficiency.















Connect with us

