Company Information
Ask for more detail from the seller
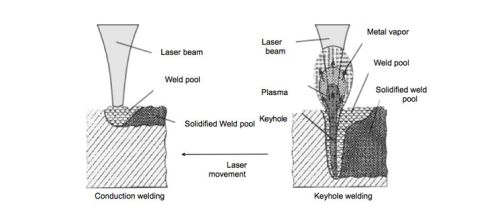
Contact SupplierLaser welding of materials can be realized by either Heat conduction or key hole/ deep penetration.
Heat Conduction Welding: laser beam with increased spot size and reduced energy density on material makes ratio between welding seam width to welding penetration >1. This means welding with shallow depth of penetration compared to bigger seam width. This kind of welding is ideal for wide joint with high welding seam quality which requires minimum post welding processing.
Deep penetration welding: laser beam with smaller spot size and increased energy density interact with material gives smaller and deep welding seam. This is due to plasma pressure generated due to key hole generated in melting pool as a result of high laser intensity. The key hole welding leave its signature on seam geometry and requires post processing.
Laserline Germany Fiber Coupled Diode Laser advantages
Connect with us