
Listing ID #5562866
Company Information
Ask for more detail from the seller
Contact SupplierThe TFE series Agitated Thin Film Evaporator has proven its efficiency as a device used for the distillation and the evaporation processes, where a scraper system is used to force the process of liquid film-forming. It can successfully undertake several unit operations together, such as defoaming reactions, deodorization, cooling, heating, and much more. Also, you can use it for the recycling process of the organic solvents found from industrial waste. The Agitated Thin Film Evaporator is commonly used in the food industry, pharmaceutical industry, light industry, environmental protection industry, petrochemical industry, and many more.
Instrumental Features
Benefits of Wiped Film Evaporator or Agitated Thin Film Evaporator
Applications of Wiped Film Evaporator or Agitated Thin Film Evaporator
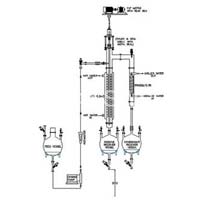
| Mark | Specification |
|---|---|
| 1 | Thin Film Evaporator TFE Model Series |
| 01-Jan | Frequency Conversion Deceleration Motor |
| 01-Feb | Magnetic Force Transmission & Completed Sealing System |
| 01-Mar | Wiped Film Forming System |
| 01-Apr | Thin Film Evaporator Main Body |
| 01-May | PTFE Double Vacuum Valve- Dropwise Constant Pressure Feeding Funnel |
| 01-Jun | External Condenser |
| 01-Jul | Light Component Receiving Flask |
| 01-Aug | Heavy Component Receiving Flask |
| 01-Sep | Electrical Control Cabinet |
| 01-Oct | Removable Stainless-Steel Square Tube Frame |
| 2 | Vacuum System |
| 3 | Constant Temperature Heating Circulator System |
| 4 | Low-Temperature Cooling Circulator System |
| DESCRIPTION | ATFE-60 | ATFE-80 | ATFE-100 | ATFE-150 | ATFE-200 | ATFE-230 | ATFE-300A | ATFE-300B | ATFE-300C | |
|---|---|---|---|---|---|---|---|---|---|---|
| Effective Evaporation Area | m2 | 0.05 | 0.1 | 0.15 | 0.25 | 0.35 | 0.5 | 0.8 | 1 | 1.5 |
| External Condensation Area | m2 | 0.2 | 0.25 | 0.3 | 0.6 | 0.6 | 0.6 | 1 | 1 | 1.5 |
| Barrel Inner Diameter | mm | 60 | 75 | 100 | 150 | 190 | 220 | 285 | 285 | 285 |
| Constant Pressure Feeding Funnel | L | 1 | 1 | 2 | 2 | 5 | 5 | 10 | 10 | 20 |
| Processing Flow | L/H | 0.5~3.0 | 1.0~5.0 | 2.0~8.0 | 3.0~15.0 | 5.0~20.0 | 6.0~22.0 | 8.0~25.0 | 10.0~30.0 | 12.0~35.0 |
| Motor Power | W | 120 | 120 | 120 | 120 | 120 | 200 | 200 | 200 | 200 |
| Max Rotation Speed | rpm | 450 | 450 | 450 | 450 | 300 | 300 | 300 | 300 | 300 |
| Constant Pressure Feeding Tunnel | L | 1 | 1 | 2 | 2 | 5 | 5 | 10 | 10 | 20 |
| Light Component Receiving Flask | L | 1 | 1 | 1 | 2 | 3 | 5 | 10 | 10 | 20 |
| Heavy Component Receiving Flask | L | 1 | 1 | 2 | 3 | 5 | 10 | 20 | 50 | 50 |
| Vacuum System | L/H | 4 | 4 | 4 | 8 | 8 | 15 | 15 | 15 | 15 |
| Constant Temperature Heating Circulator System | Cº | 5 L/300 ℃ | 10 L/300 ℃ | 10 L/300 ℃ | 10 L/300 ℃ | 20 L/300 ℃ | 30 L/300 ℃ | 30 L/300 ℃ | 30 L/300 ℃ | 30 L/300 ℃ |
| Low Temperature Cooling Circulator System | Cº | 5 L/- 10℃ | 5 L/- 10℃ | 5 L/- 10℃ | 5 L/- 10℃ | 20 L/- 10℃ | 30 L/- 10℃ | 30 L/- 10℃ | 30 L/- 10℃ | 30 L/- 10℃ |
Ablaze Export Pvt. Ltd. is a well-known organization from Vadodara (Gujarat) that is instrumental in offering the finest range of industrials products. We serve as a dependable manufacturer, exporter and supplier of Distillation Units, Evaporators, Glass Reactors, Acid Concentration Plant, Dry HCL Gas Generator, Bromine Recovery Plant, Gas Absorber, Glass Pressure Relief Valve, Glass Coil Condenser, Mobile GAS Scrubber, Sulfuric Acid Dilution Plant, Easy Reactor Lifting System, Heating & Cooling Circulator, Glass Nutsche Filter, Glass Mixer Settler, and Glass Shell & Tube Heat Exchanger. We are also involved in handling turnkey projects for such offerings. These products are manufactured using the finest components and parts, which allow us in making available precision engineered products. Our distribution network is well-knit across all major global regions due to which we ship products safely and timely.
Ablaze Export Pvt. Ltd. is a prominent name in its area of operation. The company is based in Vadodara (Gujarat) and our Managing Director Mr. Rohit Gupta leads company’s business operations in the regional and international marketplaces. With years of industry knowledge and market exposure, he founded the company in the year 2010. We operate in the global market and serve the industrial demands with perfection and commitment.
Infrastructure
The company boasts of a sound infrastructural facility that is spread over sprawling area of land. Our facility comprises of modernistic equipment, design unit, and in-house quality testing facility, which help us ascertain products that conform to the highest standards of quality are shipped to buyer destinations.
Vendor Selection
We are a quality-conscious organization that selects vendors carefully in order to get the best quality materials for production. Following are the parameters on which we select our vendors:













Connect with us