Our Products
Sheet Metal Machinery
2 Products availableWelding Machine Parts
2 Products availableWelding Machines & Equipment
2 Products availableElectric Cable Making Machine
1 Products availableNuts Bolts And Fasteners
1 Products availableWire Making Machines
1 Products availableIndustrial Machinery
1 Products availableOur Complete range of products are Solidification Machine, Stretch Former, Conical Expander, Handle & Car Lug Welders and Micro Head Welders.




Solidification Machine
To heat and solidify copper flexible link manufactured from bunch/stack of copper-foils, used in Electrical and Chemical Industries.
Specifications:
Machine Type :It is a 3 D. C. Machine. The advantage of this system is low working cost in terms of improved power factor, which can be of the order of 0.9. In addition to this it gives balance load in each phase. Also due to D.C. impendence of secondary circuit dose not come in picture, thus the voltage drop in the system comes down resulting in lower KVA of machine for the same application as compared to single phase A. C. Machine.
The machine is sturdy, all welded steel plate fabrication, and suitably welded and stiffened at points of stress to minimise deflection. The transformer and D.C. Rectifier assembly fitted inside of the body. The pneumatic cylinder mounted on the right hand side to give horizontal movement of the ram guide through precision slides with graphite heating / forging electrodes with water-pump to cool un-heated portions. All internal parts are easily accessible.
Transformer Rectifier Set :Transformer of a special type conforming to international standards applicable to this class of Transformers. Water cooled, having core of high grade electrical steel, primary and secondary coils of Electrolytic copper of ample section, heavy duty class 'F' insulated and impregnated, suitable for with-standing continuously a temperature of 155C deg.
The direct current rectifier system consists of high power silicon rectifier to rectify the alternating current available on the secondary of transformer to direct current. It has large number of basic rectifier pellets connected in between the secondary of transformer and the output bus-bars. These pallets are clamped in specially designed clamping system which ensures the correct amount of clamping pressure and uniform contact. Suitable water cooling system designed into these clamps ensures efficient cooling of rectifier elements.
Current Control By Transformer Taps:Transformer primary coils provide with taps brought out to tap change links for adjustment of current in steps from 55-100% Tap change links enclosed inside the transformer cabinet.
Heat Initiation :By means of operator's foot switch connected to low voltage safe initiating switch, which operates the main Electro-magnetic contractor.
Electrode Control System:One of the two electrodes actuated via a quick follow up mechanism by a heavy duty 2 way pneumatic cylinder, controlled by an electrically operated solenoid air valve. Compressed air at 2-6 KSC acting on the pneumatic cylinder provides the necessary electrode force.
Machine is provide with air filter, air lubricator, air pressure regulating valve, pressure gauge, and all internal air connections.
Adjustment of Electrode Force:
By air pressure regulating valve provided on the machine.
Adjustment of Electrode Stroke:
By horizontal adjustment of the stationary electrode.
Platens:Constructed from high quality copper alloy accurately machined having T-slots to international / IS standards.
Electrodes:Machine will be provided with custom designed one set of graphite electrodes to suit one type of the job. Additional sets of electrodes shall be supplied request at extra cost.
Operation :Copper foils are wound over a mandrel and then one end pressed to make the stracked assembly.
Copper foils these conditions are fed to the machine. The portion to be forged (generally ends) is held on fixed electrode and clamp foot switch is initiated. RHS moving electrode clamps the flexible link under pressure with other end dipped in water-pump. Current switch is initiated. The main magnetic contractor gets ON and transformer is energised. Graphite electrodes start heating to cherry red colour and heat gets conducted to the interior of links and raise temp. of on-off current foot switch operation. These pulses provide a constant heat flow from electrodes into the flexible link.
(NEVER ALLOW THE ELECTRODE TO GET BRIGHT-WHITE HOT OR ELSE ENDS OF COPPER FOILS WILL MELT OFF).
During the operation whatever heat is conducted to other areas of flexible link is drained off by continuous flow water in tank by this allowing to avoid annealing of copper foils. When fully forged force to continue till graphite electrode colour comes to normal black. Release the clamp and link will fall in water-sump permitting it to be cooled.
Safety Provision:Thermoswitch on transformer.
Cooling System:Transformer, Platters, Electrode Holders are cooled, Internal water cooling piping for each circuit is provided with machine. The work piece also to be water cooled externally. A water tank (GI) is provided with machine for external cooling of flexible link. All circuits terminate into a sight tank provided. Customer to provide cooling water supply of recommended flow rate free from residue forming impurities and it temperature of less than 30.
Electro -Magnetic Contractor:
Machine provide with electro-magnetic heavy duty contractor for switching on/off of main transformer.

Mechelonic Engineers has now introduced the second generation, fully automatic container side seam welding machine with medium speed production. Machelonic engineers system of container welding is well established for producing continuous, constant narrow weld at optimum working speed, using copper wire as intermediate electrodes.
ApplicationsThe machine is designed for medium speed automatic welding of tin sheets in container manufacturing. This machine has flexibility of design to accommodate different sizes of cans from 72 to 450mm length(body height)
FeaturesThe machine is fully automatic combining various stages of manufacturing like destacker feeder, flexer, roll forming, overlapping the edges for welding of side seam, transport to welding station, wire drive, welding station, ejection of welding shells and wire collector.
ConstructionCompact main frame of welded construction having streamlined appearance. The main transformer, variable speed drives, electronic control system etc. are enclosed in the frame and are easilyaccessible for serving.
Main transformerSpecially designed class F insulated transformer, water cooled and fully tropicalised for withstanding continuous operation.
Destacker FeederPneumatically operated oscillating arm with a set of vacuum suckers, provided on the machine destacks the blanks and delivers them to flexer rollers. This process is monitored by electronic control system to give command for further operation. A hydraulically operated table is provided for stacking body blanks. This table automatically raises to adjust the level of body blanks for feeding to the flexer. The machine is provided with manetic sheet floaters and air jet separators to facilitate single sheet feed to flexer rollers.
FlexerThe body blanks fed to flexing rollers are flexed and moved to roll former. Flexure is provided with rubber coated rollers to avoid damage to printed surface of tin sheet.
Roll FormerThe flex banks are automatically moved into the roll former and rolled into desired shapes. Roll former has arrangement to adjust the body rolling diameter within specified range.
Centering FlapsThe rolls blacks are collected by a set of pneumatically operated flaps, which also guides edges of rolled body in catch bar. A separate set of flaps are required for each range of body diameter.
Crown AssemblyThe crown assembly near welding station controls exact diameter of body before welding. This assembly can be calibrated outside the machine on a setting mandrel.
Calibrating Ringfor welding with narrow overlap (0.5mm), calibrating ring assembly provided on the machine will maintain parallel overlap.One set consisting of crown assembly, crown setting mandrel, centering flaps and calibrating ring will be provided with machine for a specific size of can as standard. Other sizes will be available on additional cost.
Upper ArmThe upper arm is manufactured from special grade high tensile brass of suitable cross section to minimize any deflection during normal operation. The upper weld wheel and Z- bar are fixed to this arm. Arm is water cooled.Note: tooling for 301 and 302 at extra cost: Tooling for 301 and 307 together with a small arm could be supplied as aspecial case provided the customer uses Tin plates of Temper T3.
Catch- Bar and Z-BarThe machine is provided with catch-bar and Z-bar to control overlap and also to guide the shell, while welding.
Welding StationWelding station consists of two anti-fiction type weld wheels, made of special copper alloy with mercury contacts. These weld wheels are water cooled. A specially made weld wheel holder for lower weld wheel is provided. Welding pressure is provided by lower weld wheel. A single copper wire running over weld weld wheels act as intermediate electrode. The formed body of can is transported to welding station. The arrival of can is sensed through an electronic system and welding initiates and completes automatically.
In this machine welding is at the bottom of can.
Wire Flattening UnitA controlled drive with rollers, flatten the copper wire to the required flatness before entering the wire feeding system.
Wire Feeding SystemAn accurate variable speed drive with electromagnetic clutch brake system and control wire tensioning devices provide positive and precise fed control of copper wire.
Ejection of Welded ShellsWelding shells are received on a magnetic conveyor and ejected on the main conveyor.
Wire controlling SystemThe copper wire used as the intermediate electrode for welding is wound on a re-coiler.
Control PanelA centralizedcontrol panel is provided with facilities like operating switches, pilot lamps, ammeter, current fine setting, batch counter and continuous counter of cans. Machine is also provided with additional facilities like single cycle mode and setting up mode.
Operating cycleLoad body blanks on the table, adjust parameters on the machine, operate the start switch. The machine instantaneously starts and continues to weld the body blanks. The operator has to only ensure that the destacker table has enough stock of body blanks. The automatic function includes picking up of the body blanks, flexing roll forming, guide to the catch- bar and then to Z-bar and welding at the welding station. The welded bodies are automatically ejected out.
Safety FeaturesSafety features like No Wire Detector, Wire Cut-off Detector, No Can Detector, No Guard Detector Weld Wheel Position Detector are part of the machine.
Side Stripping System
The Machine can be provided with Nordson internal and external liquid lacker stripping system, alongwith take of conveyor and suitable cutting system at additional cost.

Capacitor Discharge Stud Welders
Capacitor discharge stud welding uses a low voltage capacitor storage system as power source. There are two different welding systems depending on the material:
1. Initial-gap, in which the stud is initially positioned away from the surface of the work-piece. Weld-time is extreme short (

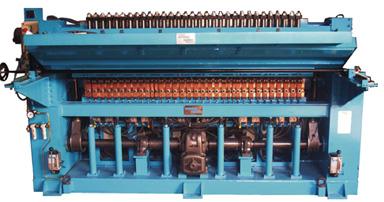
| Wire Condenser Welding Machines Salient Features: High Speed of Operation:Specially designed three head design offers very high speeds of operation. Lower Current demand:Three heads operate sequentially covering the complete width of condenser. As a net result of which the number of wires getting welded at any point of time are 1/3rd the normal projection welding machine & thus electrical load is much lower Accuracy of Set down:Welding Heads are specially designed to operate with controlled stroke which helps in getting the desired set down with out damaging the tube and at the same time offers consistent weld quality. Uniform Welding Quality:Force & stoke settable welding heads along with uniform distribution of secondary current gives distribution of Current, pressure & thus consistent weld quality. Lesser consumption of Electrodes:Design & shape of electrodes is such that maintaining uniform gap between electrodes becomes easy. And thus re machining of electrodes is drastically reduced , which results in higher life. Lower maintenance:All the parts of machine are easily accessible & are designed for long life. As a net result of which maintenance& replacement are down to minimum. Operation & sequence:Fixture provided with machine for a particular design of wire condenser, helps user to locate tube & wires accurately & quickly in position. Light weight design of fixture along with well designed guiding system allows operator to index the fixture manually through the machine line by line with out much effort during operation of machine. After every indexing , three welding heads weld one line in a sequential manner resulting in high quality & consistent weld. After every weld cycle operator can index fixture manually to next weld line. In this way complete wire condenser will get welded in shortest possible time. Machine control:The machine is controlled by a PLC which gives optimized time for each weld, thus improving the speed of the machine, and providing easy diagnostic facility for the machine. The welding is controlled through mechelonic enginerrs make 400 series microprocessor based welding controller with constant current facility thus providing consistent welding quality. The controller has a in built facility for line voltage compensation for fluctuating line voltage |
| Note :: Machine is normally provided with three welding heads & one 75 KVA transformers, If any particular requirement for 4 welding heads & more than one welding transformers is felt the same can be given. Also as a standerd single phase AC transformer is give, but un option of 3 phase DC transformer is also available. |

Mechelonic make Stretch Forming Machine is used for making 18 Litres square containers from circular seam welded containers, with the additional functions of making forming, side-stiffening, panelling vertical ribs.
Specification:
The machine basically consists of two parts -
The die and forming deviceThe hydraulic power pack to operate the die
The Die :The die consists of an expanding mandrel operated by two built in hydraulic cylinders which forms circular can into the square form.
This expanding mandrel has male projections for the purpose of panelling (ribbing) on its four sides. Machine is also fitted with four slides surrounding the expanding mandrel, which carry matching female grooves. These slides are hydraulically operated by four hydraulic cylinders.
After the can is expanded into a square form, all the four slides come forward and press on the mandrel from all four sides giving panelling / ribbing on all four sides.
Monogram / symbol embossing can also be combined with this operation (at extra cost).
The Power Pack:The power pack consists of a Hydraulic Pump driven by a totally closed induction motor. The pump is capable of developing a pressure of 150 kg/cm.sq. The pack is designed taking into account all hydraulic and service requirements.
The entire system is of robust construction made from high quality material.
Important Note:
Assume dimensions measured from bottom sample is A x A x R radius of corner.Dimension of our die will be B0.1 x B0.1 x r0.1 where, B = A + 0.5r = R - 0.5Diagonal of die will be d = Sqrt(2 [(B-2r)]) + 2r0.1
Our die will be made based totally on above calculations.
Customer should thus give us either, (a) dimension of die as he finds acceptable and we will make die as per those dimensions OR (b) should approve dimensions calculated as per our above calculations.
Our risk will be limited to making a die as per point (a) or (b) only. Mechelonic does not stand responsible for matching can made on our die with top and bottom for seaming without leak.

| Portable Suspension Type Spot Welders are designed for extra ordinary versatility and are available with different styles of welding guns. These air-operated guns are designed for high-speed production to meet the needs of vast number of metal fabrication shops, particularly for the manufacture of automobile bodies and sub-assemblies. These machines are designed and manufactured conforming to the Indian Standards Specification No. IS 4804 or as per guidelines of JISC-9303 by a team of engineers highly experienced in welding technology. | |
|

The machine is used for forming conical shape bodies out of cylindrical form welded bodies. This machine essentially consists of an expanding mandrel which when expanded hydraulically gives the desired conical shape to body.
The round welded body is fed into the mandrel while mandrel is in closed position and on expanding the body takes final desired shape determined by the die. After stretching the mandrel comes back to close from thereby releasing the conical body.
Specification:
The machine is self contained with a hydraulic power pack, hydraulic and electrical control elements, oil tank etc. with streaching tool. Pressure gauge and flow control valve facilitate setting of correct hydraulic pressure and speed of expansion.
The machine is of compact design and will occupy minimum of space. The operator can sit and operate the machine with both hands free for loading and unloading.
Hydraulic Power Pack And Control:The hydraulic power pack is built into the frame of machine and is powered by a 3 phase, 50 Hz., A.C. motor. The pump is capable of developing upto 140 kg/cm2 pressure (2000 PSI). The circuit is designed to deliver oil directly into the tank when idle thereby reducing the heat build up. The pressure regulator can provide line pressure of 20 to 140 kg/cm2. Built in air breather filler and intake filter ensure trouble free functioning of the system.
Forming Die:Forming die of a particular size according to customers' specification can be made which can be mounted on a bracket built on the hydraulic power pack. Machine is provided with a facility to adjust the total stroke of cylinder and there by some variation can be obtained in the conical body diameter.

| ||
| Technical Data | ||

Resistance Heating and Upsetting Machines are designed for use in drop forging and valve industry. Generally upsetting can be applied to almost any application calling for the gathering of stock material to enable a component to be produced with the minimum of press works. The perfect grain-flow obtained, together with extremely short heating times the upsetting machine is ideal for a variety of jobs and almost in all cases no external or additional heat is required for the subsequent forging operations.
These machines are employed for the production of a wide range of shapes and sizes such as formation of beads, bulbs, collars, stops and flanges on rods as well as tube stock as required in the manufacture of parts like valve heads, bolt heads, control rods, bobbins etc.
A typical application of this machine is to produce upset blanks for the subsequent manufacture of engine valves.
Specifications:
Type(Vertical or Horizontal):Actuated by pneumatic hydraulic or fully hydraulic system.
Standard Rating:Pneumo Hydraulic:15, 30.45 KVA
Hydraulic: 15, 30, 45, 75, 100, 150, 200 and 300 KVA.
Workable Materials:Low, medium and high carbon steels, special alloy, stainless steel, non-ferrous material such as copper, brass, bronz etc.
Upsetting Forces:The work piece is firmly gripped in pneumatically/hydraulically operated sliding contact dies. one end of the rod rests on the upset slide operated from pneumatic/hydraulic cylinder; the top end of the rod which is to be upset rests against the anvil whose movement is controlled by an adjustable hydraulic flow control valve. The transformer output is connected between the clampingdies and the anvil. On application of the ram pressure and high amperage current, the length of the work piece between the clamping dies and anvil heats up and gather. Simultaneously, the rod is slowly pushed through the clamping dies and the anvil is retracted gradually until the required shape of bulb is formed.
Semi-automatic Operation:Apart from the material loading and unloading of the work pieces, all machine operations are carried out automatically.
Construction:
The main frame of this machine is of heavy, rigidly reinforced welded steel plate construction. It combine a compact, streamlined appearance and maximum resistance to mechanical deflection. the frame will support the transformer, gathering cylinder with adjustable ram, hydraulically controlled retracting anvil assembly and contact clamps, all these features being generally as detailed below.
Gathering Cylinders:Upsetting pressure will be provided from a double acting Air/ Hydraulic cylinder, mounted on the machine and coupled to a slide mounted on the machine and coupled to a slide mounted on which will be provided a replaceable cup locator to locate and support the free end of the stock prior to and during the up-setting sequence.
Screw adjustment will be provided on the coupling between the operating piston and the saddle unit to cover for a wide range of component lengths. Upset pressure will be applied automatically at the correct point in the operating sequence, and will be removed when an adjustable dog operates a limit switch. The length loss can be adjusted by adjusting the position of the limit switch dog.
Contact Clamps:These clamps are arranged to engage on the diameter of the bar to complete the heating current circuit and will be an air/hydraulically operated assembly fitted with one set of replaceable clamp inserts. The clamp assembly provides initial support to the incoming bar blank and thereafter retracts to free the heated blank for transfer away from the machine.
Anvil Assembly:The unit comprises of a slide mounted in line with the contact clamps, and supporting a water cooled electrode holder which will be lifted with the replaceable anvil pad. The complete sub-assembly is arranged to retract along sideway during the upsetting sequences at a retraction rate controlled by a closed circuit hydraulic system incorporating a variable orifice flow control valve. On completion of the upsetting sequence the heat will be returned to its start position by pressing the reset push button.
Air/Hydraulic Control:The machine will be supplied complete with all the necessary air/hydraulic control equipment, including air line filter, lubricator, gauges, pressure regulator, heat exchanger, pump motor, control valves etc.
Water flow Switch:
Can be supplied as optional for machine and thyrister control.

Micro Head Welders
High performance weld heads built for durability:
Low inertia, fast follow-up designsImprove weld consistency, reduce metal expulsion, and improve weld appearance
Adjustable force firingPermits high quality welding since welding force is independent of electrode stroke length
Pneumatic or manual actuationConfigurable according to requirements
Rugged industrial designImproves productivity, minimizes repair costs and ensures long.All are precision, low inertia, force-fired designs, with a narrow vertical profile. They are ideal for both production line and bench applications and can operate at very high speeds
Precision ControlThin design of the Weld Heads add consistency and control to complex welding applications.
Theirlow inertia designsensure the fast dynamic response required for the electrodes to follow the minute expansion and contraction of the weld joint as it heats and cools.
Adifferential motion force-firingsystem initiates the welding control at the precise moment when the pre-set electrode force is applied to the work pieces.