Our Product / Services
Air Conditioning System
2 Products availableCommercial Freezer
1 Products availableCold Storage Services
1 Services availableResidential Doors
1 Products availableIndustrial Doors
1 Products availableSteam Cleaning Services
1 Products availableChillers
1 Products availableCold Rooms
1 Services availableCold Storage System
1 Products availableRefrigerator Spare Parts
1 Products availableGreencold offers Blast Freezer & Chiller systems to the food processing industry.
1.Blast ChillersBlast chilling is a method of cooling food quickly to a low temperature that is relatively safe from bacterial growth. Bacteria multiply fastest between +8 °C (46 °F) and +68 °C (154 °F). By reducing the temperature of cooked food from +70 °C (158 °F) to +3 °C (37 °F) or below within 90 minutes, the food is rendered safe for storage and later consumption. This method of preserving food is commonly used in food catering and recently, in the preparation of 'instant' foods as it ensures the safety and quality of the food product.
2.Blast Freezerblast freezer is just a freezer which is extremely cold. They can sometimes be referred to as ‘shock freezers’ too. The concept behind shock freezers is to quickly reduce the temperature of food products or fresh produce in order to reduce the metabolic processes significantly. They are often used in the food industry for products such as ready meals, chicken, meat, fish and vegetable products. Many commercial kitchens use blast freezers for cold storage
blast freezers use blower fans which emit cold air across the contents of the freezer which causes rapid chilling. Others can work in different ways depending on the design. They can be equipped with trays or pallets that are adjustable, allowing users to position foods into various compartments for freezing.
When food is frozen, the water inside it crystallizes. If freezing takes place at relatively warm temperatures, the ice crystals which form will be large. In a blast freezer, the extremely cold temperature promotes very rapid freezing, which creates small ice crystals. The smaller the crystals, the less damage to the food, as large crystals can rupture cells. Once the food has been frozen in a blast freezer, it can be moved to a more conventional freezer for storage, as long as the freezer stays cold enough to keep the food frozen.
Energy saving, defrost as well as noise reduction mode of the freezer make Greencold highly popular in the market. Apart from the obvious advantages such as a higher quality, better tasting product, our blast freezing also offers health and safety benefits. The extreme temperature dramatically slows down metabolic activity. Moreover, it locks the taste, color, texture, flavor, as well as nutritional value of the food quickly.
Advantages of Blast Freezing
Greencold Refrigeration was a leading manufacturer in refrigeration technology, we representing market with widest range of Cold Room by their own manufactured refrigeration system and evaporators. All refrigeration systems are designed according to the need of customers.
Greencold cold room division customized and designed modular cold room of all sizes. We are serving customer through our cold room for Fresh food, Frozen food, Meat, Sea food, Ice Cream, Medical product and many more perishables products. Our technical department maintains an International standard and world class technology in their refrigeration system,
which provides tremendous efficiency, durability, & reliability.
We have installed our cold rooms for different industry such as, dairy, horticulture, floriculture, sea food and meat, hospitality, pharmaceuticals & food processing.
Greencold acts as an imaginator, innovator, and implementor, that is why customer can get widest temp. Range in cold rooms from +20°C to -80°C. In our products humidity is a crucial factor to keep products extremely fresh for a longer period of time. Our experts always ensures humidity level as per products by using dehumidifier and ultrasonic humidifier
Depending on the application, different temperature zones need to be maintained: Low (-23° C to -5°C), Medium (-5° C to +2°C), High (+20° C to + 15°C).
Condensing UnitsThese units are characterized by high-efficiency heat transfer and low power consumption. Other features include:
Controller PanelReady-to-use power panels which make electrical connections simple, safe, fast and long-lasting are available with every refrigeration unit. Other features of power panels are:
Features
1.Condensing UnitOur wide range of condensing units models is meant to satisfy all medium and low temperature applications with HFC and HCFC-based refrigerants. It consists semi-hermetic, reciprocating, scroll, liquid injected and vapor injected offering best in class performance, reliability and versatility. The units are designed to withstand the extremes of Indian weather, material handling and road worthing.
We are engineered utilizing advanced technologies and quality parts & components. The electrical parts of these condensing units are confirmed to have zero defects.The condensing units that we offer are also appreciated for their incredible abrasion resistance. These condensing units are guaranteed to have zero physical or mechanical defects, which make them a trusted choice in refrigeration sector. these are avail in indoor as well as outdoor units
FEATURES
2.Evaporators / Indoor Unit
Greencold clean room doors are an essential part responsible for sealing the controlled environment of the clean room and reduces the risk of any kind of contamination.
Greencold provides key considerations while selecting a clean room door based on its industry rich experience.
Completely smooth & flat finish surfaceThe clean room door technology involves smooth and flat surface to maintain hygiene and ease of cleaning. The clean room door has smooth embedded windows which completely flushes with the clean room doors wall.
Easy to integrateGreencold clean room doors can be integrated with any of the systems irrespective of any make.
Resistance to cleaning productsGreencold clean room doors are chemical resistant as they pass difficult test conditions before sending to the market.
Safety FirstGreencold clean room doors are designed to meet the highest safety standards.Eg. clean room windows are shatter proof as there is no risk of shattering even if the window breaks, it's stays in its place.


Service & maintenance
Trust us to keep you going
Safety, reliability and compliance are key factors in keeping your business operational.
We understand that servicing your plant is key and Greencold can offer many types of service proposals to suit your needs.
Our Service Agreement would typically include a preventative maintenance programme for identified items of plant to help ensure that any emerging issues are addressed before they turn into problems.
We can schedule visits on a pre-planned basis throughout the year to maximise the reliability of your plant and avoid unexpected breakdowns, expenditure and inconvenience. Our service agreements also include 24 hour callout for after-hours breakdowns.
Site & Plant DocumentationThrough our historical documentation of your site and systems, we can build a record of areas that may be more problematical than others, to offer advice and swift reaction to minimise costs.
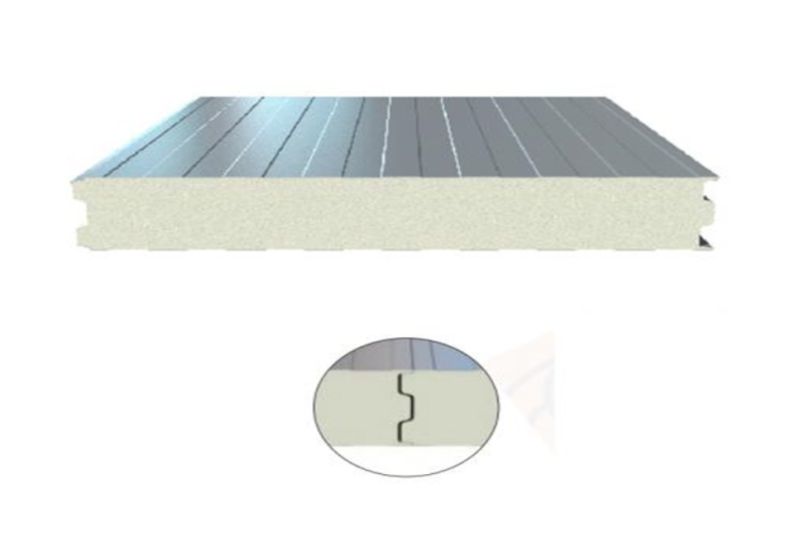
Greencold PUF Panel is state-of-the-art Polyurethane panels. The key advantages of PUF (polyurethane panels) over conventional elastomeric and plastics it that, is stronger, tougher, more durable and even more versatile.
It's valued above the parts made with other conventional materials which often crack, break, tear, swell, deteriorate, and abrade. As a result, they can interrupt and slow down your business operation.
Multi-Use Insulated Panels The edge in Technology.
The latest technology for producing Indoor & Outdoor multi-colour Insulated Rooms. The Main features are:
Features and feature properties are repeated, combine both and make one.While the panels being versatile, economic, aesthetic and waterproof, they are the end product of world class and acclaimed German and Italian technology and machinery. The USP of this unique product in addition to excellent insulation is light weight, utility of economy and time. HICON PUF panels have Multi end application usage in telecom shelters, cold rooms, clean rooms, cold storage vans, chiller rooms, freezer rooms, high altitude habitats etc. It also assures the user of precision controlled temperature conditions.
Features & Properties
As against conventional insulation material, Hicon panel systems combine a judicious mix of latest technology with economy and aesthetics. The USP of the product–sandwiched layer of rigid polyurethane between two pre-painted galvanized steel/aluminium or SS sheets. The excellent insulation is the end result of injecting rigid polyurethane under high pressure. Further, the tongue and groove arrangement built in the panels, facilitates for easy interlocking assembly and also dismantling.
With 97% closed cell content of urethane insulation, Hicon systems ensure excellent insulation efficiency, while preventing moisture absorption. In line with the end user requirement, aesthetics and sizes are customized with externals of the panel like–color coated galvanized steel, stainless steel or anodized aluminum. All the panels are coated with plastic guard film which is scratch resistant.
Greencold offering practically covers every single service needs in PUF insulation panels and is a product of state of the art PUF insulated shelter systems, from world-class technology.
Greencold cold storage doors provide competitive advantages when you need to invest in durable door solution. Advantages include lower energy consumption, improved workflow, lower costs on repeat purchases and maintenance. All of our cold room doors are available with different finishes and the customer can avail any customised size as per requirement. The hinged cold room doors are available in 50mm and 200 mm.
Greencold Puf insulated door helps to maintain the higher insulation value which prevents loss of refrigeration, through hermetic sealing.
Features

Greencold offers advanced reefer trucks and refrigerated containers service in India. We are the best solution provider for specific temperature of Reefer trucks.
Greencold has well maintained fleet consists of reefer trucks and refrigerated containers so as to cater the particular requirements of our clients and are equipped with best refrigerated units with controlled temperature system in order to keep food and beverage products fresh and frozen.
Our reefer trucks are used for transportation of temperature sensitive goods all-across India.
So if you are really looking for trustworthy and most reliable supply chain partner to transport your frozen products or any temperature sensitive items, you are at the right place. Greencold provides their reefer trucks and refrigerated containers service with affordable prices for individuals as well as companies.
Our dedicated and experience staff working 24x7 in order to ensure high quality, excellent on
time delivery and efficient service for our reefer trucks and refrigerated containers.
Thus we are the best choice in India for refrigerated trucks to transport your frozen goods.


Greencold Refrigeration was a leading manufacturer and supplier of Industrial Chillers in India. We offer the best range of industrial chillers to our customers.
Our product range includes with an advanced Chiller technology on Screw Compressor, variable speed Scroll compressor & Reciprocating compressor as well as Customized Chillers, precisely designed and made as per the peculiar process cooling applications, some of them being Brine Chillers, Industrial Chiller, Oil Chillers, Gas liquefaction Chillers, Batching Chillers, Air Chiller, Air Cooled Chiller, Cascade Chillers, Water Cooled Chiller, Hazardous area Chillers etc.
Features
Greencold Refrigeration was a leading manufacturer in refrigeration technology, we representing market with widest range of Cold Room by their own manufactured refrigeration system and evaporators. All refrigeration systems are designed according to the need of customers.
Greencold cold room division customized and designed modular cold room of all sizes. We are serving customer through our cold room for Fresh food, Frozen food, Meat, Sea food, Ice Cream, Medical product and many more perishables products. Our technical department maintains an International standard and world class technology in their refrigeration system, which provides tremendous efficiency, durability, & reliability.
We have installed our cold rooms for different industry such as, dairy, horticulture, floriculture, sea food and meat, hospitality, pharmaceuticals & food processing.
Greencold acts as an imaginator, innovator, and implementor, that is why customer can get widest temp. Range in cold rooms from +20°C to -80°C. In our products humidity is a crucial factor to keep products extremely fresh for a longer period of time. Our experts always ensures humidity level as per products by using dehumidifier and ultrasonic humidifier
Depending on the application, different temperature zones need to be maintained: Low (-23° C to -5°C), Medium (-5° C to +2°C), High (+20° C to + 15°C).
• Stainless steel body after excellent corrosion resistance
• Inner grooved copper tubes for superior heat transfer
• In-built defrost heaters for low-temperature units
• External rotor driven fans with low noise levels
• Removable side panels for easy service
Condensing Units
These units are characterized by high-efficiency heat transfer and low power consumption. Other features include:
• Energy-efficient scroll and reciprocating compressors
• UV and corrosion resistance
• Filter drier for moisture and dirt protection
• Pre-charged unit with service valves
• In-built safety and control devices
• Weather-proof polyster powder coated canopy


Greencold the most effective modular clean-room manufacturer supplies clean room building and construction with PUF insulated panels and also accommodates large sector segments like drugs, clinical gadgets, electronics, cars, food, Nutraceutical, and also food active ingredients, paint or finishing booth, as well as R&D.
We provide the clean room solutions from creation for units and also interface with the HVACs, electrical, as well as civil suppliers at the style stage itself. Our clean area units are fully compatible for the approval from leading regulative bodies like USFDA, EUGMP and also WHO.
The organisation has the vast research, technical know-how, talents, and professionalism necessary to elevate and increase sales and services, and with this comes a guarantee of quality, reliability, and an enduring dedication to our prized clientele. We have manufactured clean rooms for the most prestigious clients across India.
FEATURES
For use in very clean and sterile and safe applications, it is imperative that the prefabricated clean rooms meet industry standards and are maximum for clinical study and also food active ingredient screening. The clean room pharmaceutical production by Greencold delivers confined rooms with very reduced contaminant levels. The regulated levels of contamination and
negligible percentage of dirt fragments, airborne microbes, aerosol fragments and also chemical vapours is accomplished with the precise style and option of resources that help with air conditioner unit installation.
Greencold is well known Clean room wall panel manufacturers offer diverse design specifications with wall and ceiling panel thickness ranging from: 40 mm, 50 mm, 60 mm, 80 mm, 100 mm, 120 mm and 150 mm.
BENEFITS

Safety, reliability and compliance are key factors in keeping your business operational. We understand that servicing your plant is key and Greencold can offer many types of service proposals to suit your needs. Our Service Agreement would typically include a preventative maintenance programme for identified items of plant to help ensure that any emerging issues are addressed before they turn into problems. We can schedule visits on a pre-planned basis throughout the year to maximise the reliability of your plant and avoid unexpected breakdowns, expenditure and inconvenience. Our service agreements also include 24 hour callout for after-hours breakdowns.