Our Product / Services
We are leaders in the market for providing best range of Sulphuric Acid Manufacturing Plant, Sulphuric Acid Dilution Plant, Sulphuric Acid Concentration Plant, HCl Absorber and Solvent Recovery Plant

BVR Provides complete turnkey solutions for the manufacturing plant projects of Sulphuric acid from Sulphur & allied products, for commercial and laboratory grades.
Our services include preparation of preliminary estimation, pre-feasibility reports, DPR, Plant technology, know-how, basic & detail engineering, project execution, procurement, fabrication, erection supervision and plant commissioning.

Sulphuric acid is a heavy chemical and finds numerous applications in the industry. It is the product of ‘Contact Process’ and commercially available as 98.5% (w/w) H2SO4 or stronger in the form of oleum.
However, many of the processes and applications utilizing sulphuric acid require weaker acid than this. As a result, dilution equipment is often necessary in order to meet the requirement for this weaker acid.
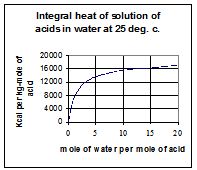
During dilution considerable heat is generated depending on the extent of dilution desired. The Integral heat of solution of sulphuric acid is plotted in fig.1. The heat liberated sometimes is sufficient to produce boiling of the acid and so, provision is made for the re-circulation of a portion of cooled dilute acid, thus ensuring working at controlled temperature.
From the above it will be clear that intimate mixing and efficient heat transfer form the pre-requisites for sulphuric acid dilution unit to avoid excessive temperature and local heating and uniform product concentration.
Process Description :
Metered quantity of sulphuric acid is introduced to a heat exchanger with re-circulation of water through a pump from the tank containing pre-determinant quantity of water. The turbulence created in the heat exchanger ensures both intimate mixing and efficient heat transfer. When desired strength of acid is reached, the content of the tank is transferred to storage and fresh batch can be started again.
System Benefits :
1.High product quality is guaranteed as glass is completely inert to sulphuric acid.
2.Available in wide range of concentrations and capacities.
3.Simple and easy to operate.
4.Operational reliability due to maintenance free in working.
5.Corrosion Resistant

We have firmly positioned ourselves as one of the dependable Sulphuric Acid Plant Manufacturers and suppliers based in India. We deal in two types of Sulphuric Acid Chemical Plant that includes :
Sulphuric Acid Concentration PlantSulphuric acid is used in many processes in chemical plants, thus making spent acid quite diluted. Disposing of this spent acid becomes an environmental pollution problem besides a waste of precious resource. The diluted spent acid can be efficiently re-concentrated up to a maximum concentration of 96% (w/w) and reused in the main plant process, thus saving the environment and that too by improving the economical bottom line. Thus, sulphuric acid recovery or concentration plant is a fantastic option for high sulphuric acid users in process plants. Concentration of Sulphuric acid is mostly performed under vacuum in order to reduce the operating temperature, especially for high concentrations. We offer turnkey solutions right from know-how & technology, to supply, installation & commissioning. Our plant comprises of equipments wherin the wetted parts are made up of Borosilicate glass 3.3, Fluoropolymers (PTFE, PFA, FEP, PVDF, PP, etc), High Nickel alloys, Graphite & exotic metals (Ta, Ti, Nb, etc.).The plants can be totally automated by PLC or DCS based systems and even integrated with computers (SCADA etc). Sulphuric Acid DilutionSulphuric acid is a heavy chemical and finds numerous applications in the industry. It is the product of ‘Contact Process’ and commercially available as 98.5% (w/w) H2SO4 or stronger in the form of oleum. However, many of the processes and applications utilizing sulphuric acid require weaker acid than this. As a result, dilution equipment is often necessary in order to meet the requirement for this weaker acid. During dilution, considerable heat is generated depending on the extent of dilution desired. The Integral heat of solution of sulphuric acid is plotted in fig.1. The heat liberated sometimes is sufficient to produce boiling of the acid and so, provision is made for the re-circulation of a portion of cooled dilute acid, thus ensuring working at controlled temperature. From the above it will be clear that intimate mixing and efficient heat transfer form the pre-requisites for sulphuric acid dilution unit to avoid excessive temperature and local heating and uniform product concentration. Process DescriptionMetered quantity of sulphuric acid is introduced to a heat exchanger with re-circulation of water through a pump from the tank containing pre-determinant quantity of water. The turbulence created in the heat exchanger ensures both intimate mixing and efficient heat transfer. When desired strength of acid is reached, the contents of the tank are transferred to storage and fresh batch can be started again. Benefits of Industrial Sulphuric Acid Plant
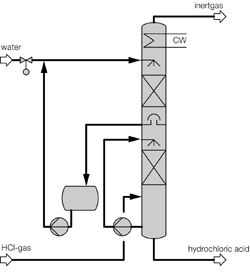
HCl gas can be economically absorbed forming Hydrochloric acid of 30% (w/w) concentration which can be re-used in the main process. Thus this absorption is a pollution abatement as well as a recovery process.
The absorption can be done by two different methods :
1) Adiabatic Absorption : This method is suitable when inerts like air, Cl2, phenolic compounds etc are substantial.
2) Isothermal Absorption : This method is suitable when inerts like air, Cl2, phenolic compounds, etc are negligible.
Recovery of solvents like :
Acetone, Toluene, IPA, Ethanol, Methylene Chloride and many other norganic and organic solvents (VOCs)from liquid & gaseous effluents.
Processes employed are Distillation (including azeotropic distillation), Extraction (Liquid-liquid & solid-liquid), Absorption, Adsorption, etc. We take up studies for the best possibilities of recovering solvents and other important chemicals from the liquid discharges as well as gaseous exhausts.
Solvent recovery from liquid effluents can be from chemical & pharmaceutical manufacturing plants.
Solvent & VOC recovery from Solvent Laden Air (SLA) can be from Rotogravure & coating machines used in polyester printing setups. Gasket, electrical part manufacturers, which use organic solvents in their processes.
We offer turnkey projects for the above comprising of the following :
Solvent Recovery Plant from SLA Schematic Drawing